Sous-traitance

Sous-traitance
Vos pièces ont au moins une surface plane, vous souhaitez garantir la planéité, le parallélisme entre les faces, l’épaisseur et l’état de surface, c’est notre métier.
Nous travaillons :
- Tout type de pièces : barquettes, rondelles, platines, ponts, hublots, wafers, maillons, isolateurs, etc.
- Dans toutes les matières rigides : métaux, céramiques, cristaux, verres, matières naturelles, composites, … Jusqu’à des épaisseurs très fines de 0,10 mm.
- Pour tous les secteurs d’activités : horlogerie, optique, médical, électronique, mécanique, …
Nous assurons également le polissage final, la superfinition ou le blocage (Poli Bloqué Noir) des surfaces planes sur tout type de pièces : ponts, roues, balanciers, vis, cadrans, rochets, aiguilles, glaces, hublots, wafers, index…
PBMC intervient en sous-traitance sur tout type de matières pour des opérations de mise d’épaisseur (jusqu’à 0.10 mm), en polissage et superfinition (poli bloqué noir).
Mise d’épaisseur / amincissement
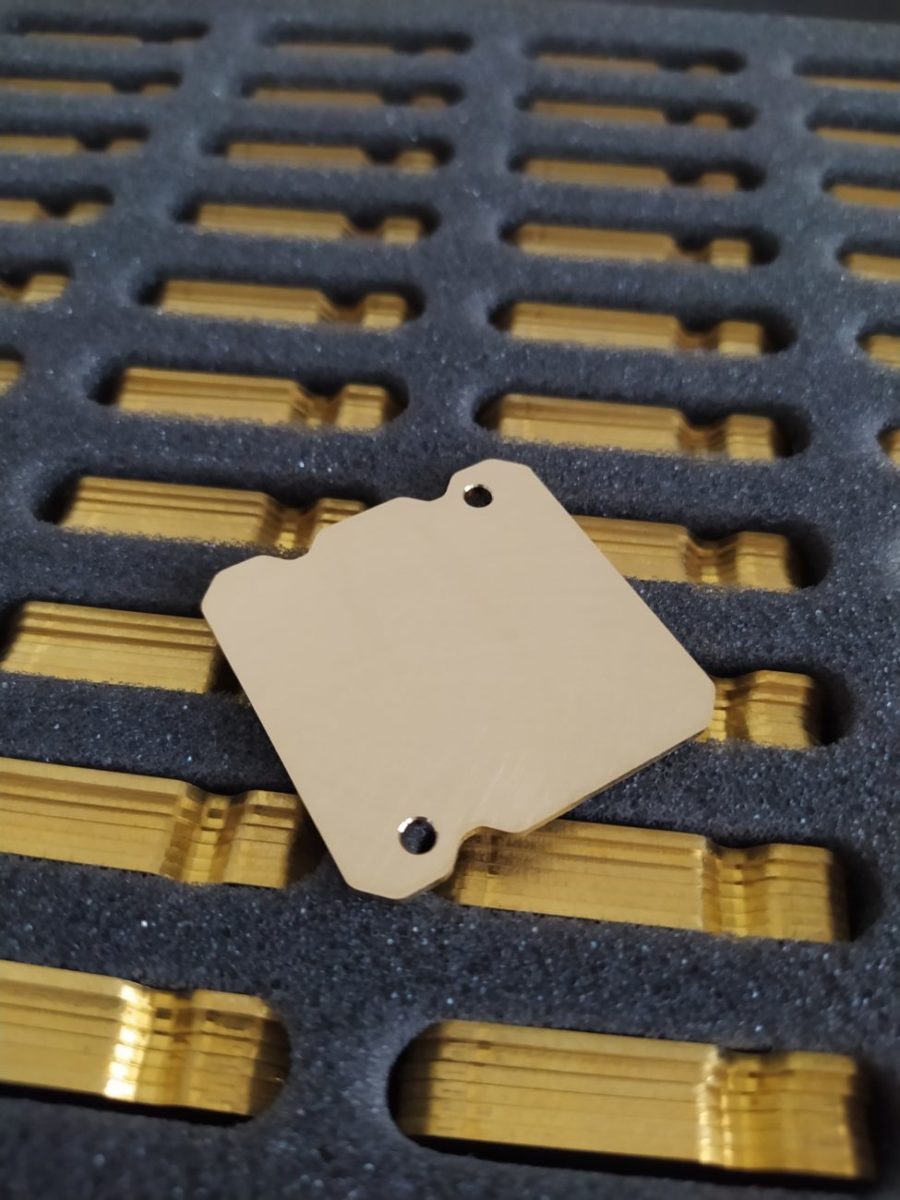
Cette opération consiste à retirer une certaine quantité de matière sur les pièces pour les amener à une épaisseur précise (tolérance en µm). Il peut s’agir d’une mise d’épaisseur sur la matière de base (rondelles, plaquettes, barquettes, lopins, ébauches, …) qui sera ensuite usinée sur des machines de type fraiseuses, électroérosion à fil, machines 5 axes. La grande précision dimensionnelle des pièces sorties de cette première opération facilitera la mise en train et assurera la qualité des usinages.
Cet amincissement peut aussi se faire sur des pièces partiellement ou totalement usinées. Dans ce cas, en plus de la maitrise de l’épaisseur totale, il est possible de gérer de manière distincte la quantité de matière enlevée sur chacune des faces. Cet enlèvement différentiel permet, entre autres, d’assurer la profondeur de certains perçages ou une épaisseur de paroi.
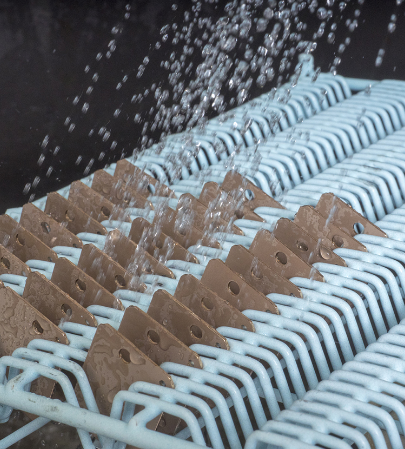
En plus des aspects dimensionnels, le rodage ou la mise d’épaisseur fait sur machine double face permet de travailler les aspects géométriques, tels que la planéité et le parallélisme. Au niveau de l’état de surface, il est possible d’obtenir des qualités qui vont du rodage (aspect sablé) jusqu’au poli miroir (poli bloqué noir pour les horlogers). En fonction des matières, les rugosités descendent sont de l’ordre du nanomètre, voire moins.


Polissage de finition
Cette opération consiste à améliorer l’état de surface des pièces pour obtenir une rugosité très faible ou une brillance. Le poli miroir, ou poli bloqué noir horloger, c’est cette surface parfaite où toutes les micro-rayures disparaissent pour laisser place à un véritable miroir. Seules l’expérience et la maitrise des procédés permettent d’atteindre cette qualité extrême de manière fiable et répétable, ce que nous possédons. Les surfaces à polir ont parfois des usinages ou des gravures de faible profondeur qu’il faut épargner pour différentes raisons :
- Etat de surface différent dans le fond de l’usinage (sablage, microbillage, …)
- Conserver la perpendicularité des arêtes
Dans d’autres cas, la surface polie doit se raccorder harmonieusement avec un chanfrein ou un anglage. Il se peut que la pièce nécessite un léger arrondi sur ses arêtes qui se doit d’être régulier. Toutes ces demandes sont possibles et réalisables sur nos machines simple face.
Exemples de sous-traitance
- Amincissement de rondelles et barquettes (laiton, maillechort, titane, Durnico, acier, inox, céramique, carbone, métal dur, or, platine, …)
- Amincissement d’éprouvettes en métaux amorphes (verre métallique)
- Reprise de cadrans après l’opération de frappe pour redonner une référence géométrique aux pièces.
- Rodage de rondelles en météorite
- Amincissement et polissage de la membrane sur des capteurs (céramique, inox, …)
- Rodage de wafers en silicium
- Polissage de cadrans en émail
- Polissage de composants issus de la fabrication LIGA (Nickel, Nickel Phosphore)
- Mise d’épaisseur de pièces en métal dur pour la fabrication d’outils de découpe
- Vérifiage de rubis
- Polissage de pièces en quartz pour obtenir une étanchéité au vide
- Polissage de pièces en carbone pour des garnitures
- Amincissement et polissage de pièces en saphir
- Polissage de pièces en verre pour l’instrumentation
- Polissage de fonds de boite de montre gravés en platine
- Mise d’épaisseur de substrats alumine pour l’électronique
- Mise à plat et polissage d’outillages pour le polissage manuel
- Polissage de pièces de mouvements (ponts, rochets, ressorts, marteaux, …)